普通会员 第
普通会员 第



HMC单机脉冲收尘器
面议
NSE高速板链斗式提升机是一种新型垂直提升设备。是在NE提升机的基础上进行设计改造,改造后在提升高度和输送量上都要大于同等型号的NE系列提升机。在各工业国家这类提升机被广泛用于输送量较大和提升较高的粉体物料。NSE型系列高速板链式提升机是应用广泛的一种垂直提升设备,它被用来提升各种散状物料,如:矿石、煤、水泥、水泥熟料等。NSE系列板链式提升机(以下称NSE系列板链式提升机)是本公司引进国外同类产品先进技术开发的产品。在各工业国家,这类提升机应用极广,由于节能高效,正在逐步淘汰环链式提升机。
NSE型系列高速板链式提升机,整机及链条规格NSE-100、200、300、400、500、600、700、800、1000;提升高度可达65m; 输送量100t/h~1000t/h。每种型号可根据输送物料的不同,选择不同的提升速度,最大提升速度70m/min。另外可为客户设计1000t/h以上特大型机种。
|
型号 |
提升机量(m³/h) |
料斗 |
运行部件重量 |
物料块(mm) |
||||||
|
斗容(L) |
斗距(mm) |
斗速(m/s) |
允许所占百分比% |
|||||||
|
10 |
25 |
50 |
75 |
100 |
||||||
|
NSE50 |
125 |
13.3 |
304.8 |
60 |
85 |
30 |
25 |
20 |
15 |
10 |
|
NSE100 |
175 |
23 |
400 |
63.4 |
106 |
35 |
30 |
20 |
15 |
10 |
|
NSE200 |
235 |
30.9 |
400 |
63.4 |
113.6 |
35 |
30 |
20 |
15 |
10 |
|
NSE300 |
295 |
38.8 |
400 |
63.4 |
121.3 |
35 |
30 |
20 |
15 |
10 |
|
NSE400 |
380 |
63.4 |
500 |
62.5 |
208.9 |
55 |
45 |
35 |
30 |
20 |
|
NSE500 |
458 |
76.3 |
500 |
62.5 |
223.6 |
55 |
45 |
35 |
30 |
20 |
|
NSE600 |
574 |
95.7 |
500 |
62.5 |
238.2 |
55 |
45 |
35 |
30 |
20 |
|
NSE700 |
691 |
115.2 |
500 |
62.5 |
251.4 |
80 |
55 |
45 |
35 |
30 |
|
NSE800 |
776 |
163.9 |
600 |
59.2 |
291.1 |
80 |
55 |
45 |
35 |
30 |
|
NSE1000 |
920 |
195 |
600 |
59.2 |
322.5 |
80 |
55 |
45 |
35 |
30 |
NSE板链式提升机由运动部件回绕在上部驱动链轮和下部的改向链轮上,在驱动装置作用下,驱动链轮带动牵引构件和料斗作回转性的循环运动,物料由下部进料口喂入各料斗,当物料被提升至上链轮时,在重力和离心力的作用下由出料口卸出。
NSE斗式提升机具有以下特点:
1、输送能力大。提升量为100-1000立方米每小时。
2、提升范围广。不仅能提升一般粉料、小颗粒料,而且可提升磨琢性较大的物料,要求料温低于200℃,在额定输送量下,最大提升高度超过40米。
3、驱动功率小。采取流入式喂料、诱导式卸料,大容量的料斗密集型布置。在物料提升时几乎无回料和挖料现象,因此比环链提升机节省功率30%。
4、使用寿命长。提升机的喂料采取流入式,无需用斗挖料,材料之间很少发生挤压和碰撞现象,本机在设计时保证物料在喂、提升和卸料时少有撒落,减少了机械磨损。采用板链式高强度耐磨输送链,延长了链条和料斗的使用寿命。
5、密封性好,环境污染少。
6、运行性能好。先进的设计原理和加工方法,保证了整机运行的可靠性。
7、操作、维修方便,易损件少。
8、结构刚性好,精度高。机壳经折边和中间压凸,刚性好且外观漂亮。
9、综合成本低。由于节能和维修少,降低了使用成本。


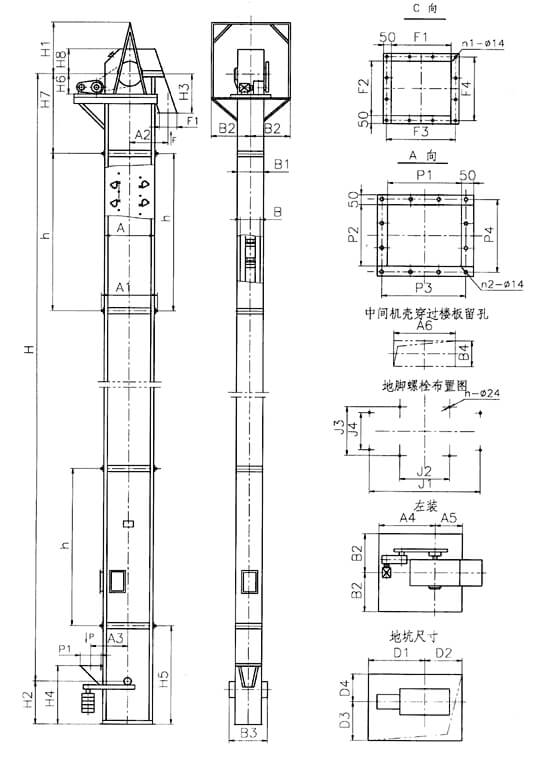
NSE系列板链式斗式提升机由运行部件、驱动装置、上部装置、中部机壳、下部装置组成。
运行部件---由料斗和专用板式链条组成。
驱动装置---采用多种驱动组合驱动,(依用户实际需要而定)。驱动平台上装有检修架和栏杆。驱动制装置分左和右装两种。
上部装置---安装有轨道(双排链)、逆止器、卸料口装有防回料橡胶板。
中间节---部分中间节装有轨道(双链),以防止链条工作中摆动。
下部装置---安装有自动张紧装置。
1、斗式提升机必须牢固地安装在坚固的砼基础上。砼基础的表面应平整,并呈水平状态,保证斗式提升机安装后达到垂直要求。
高度较高的斗式提升机在其中部机壳和上部机壳的适当位置应与其相临的建筑物(如料仓、车间等)连在一起以增加其稳定性。安装时先安装下部部件,固定地脚螺栓,然后安装中部机壳,后安上部机壳。机壳安装成功,校正垂直度。在全高上下用铅直线测量,误差应小于10mm。上下轴应平行,其轴心线应在同一平面内。
高度较低的斗式提升机安装时,可以在地平面把上、中、下机壳全部连接并较正好,然后整体吊直固定在砼基础上。
2、机壳安装好后,安装链条及料斗。料斗连接用的U型螺丝,既是链条接头,又是料斗的固定件。U型螺丝的螺母一定要扭紧并可靠防松。
3、链条及料斗安装好以后,进行适当张紧。
4、给减速机及轴承座分别添加适当数量的机油和黄油。减速机用工业齿轮油润滑。轴承座内用钙基或钠基黄油均可以。5、试运转,安装完成后即应进行空车试运转。空运转应注意:不能倒转,不能有磕碰现象。空运转不小于2小时,不应有过热现象,轴承温升不超过250C,减速机温升不超过300C。空运转2小时后,一切正常即可进行负荷试车。带负荷试车时喂料应均匀,防止喂料过多,堵塞下部造成“闷车”。
1、斗式提升机应空负荷开车。所以每次停机前应排尽所有料斗内的物料,然后再停车。
2、不能倒转。倒转即可能发生链条脱轨现象,排除脱轨故障很麻烦。
3、均匀喂料。禁止突然增大喂料量。喂料量不能超过提升机的输送能力。否则容易造成底部的物料堆积严重时发生“闷车”事故。
4、及时适量补充润滑油。

5、链条和料斗严重磨损或损坏时应及时更换。

外形安装尺寸图: